- Home
- >
- News
- >
- Company news
- >
- Upgrading of belt conveyor system in batching plant
Upgrading of belt conveyor system in batching plant
Upgrading of belt conveyor system in batching plant
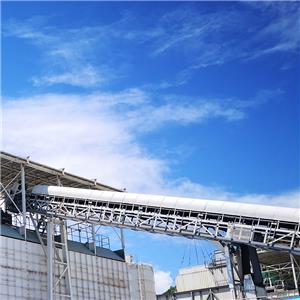
Recently, the installation of the new-generation batching plant conveyor belt conveyor system designed and manufactured by CAFU is nearing completion, and the installation and commissioning of the electrical system will be carried out.

The system consists of V-shaped inclined belt conveyor, parallel belt conveyor, mobile automatic unloading belt conveyor, loader feeding chute, running track, and PLC electronic control system. The total length of the belt conveyor is nearly 500 meters. After the commissioning is completed, an unattended modern sand and gravel yard production system will be provided for the new PC component factory, which will bring higher production benefits to the enterprise.


Previously, the noise and dust of the mixing station disturbed the residents and caused social concern. The residents complained, and the voice for a quiet living environment was very strong. Under the dual driving force of environmental protection situation and economic benefits, it is imminent to upgrade the traditional loading method of the batch loader in the batching plant.

Reasons for upgrading traditional stockyards
●The traditional loading method of loader requires manual operation, low efficiency, high fuel consumption, high noise, and cannot be controlled automatically. Especially for multiple production lines, intermittent manual loading may occur, which may affect the production capacity.
●The increasingly strict environmental protection, tight supply of raw materials, and restricted new batch of land have led to changes in the storage method of sand and gravel materials;
●Land utilization, rising labor costs, management improvement, and corporate image construction require material yard equipment to be more green and environmentally friendly, with automation, intelligence, and integration of materials and the Internet.
Main renovation content
1. Conveyor: a new generation of hot-dip galvanized fully assembled rack material conveying system.
2. Automated and intelligent material yard management system: through the installation of centralized intelligent control system, automatic cloth, intelligent weighing, automatic unloading equipment, and ERP Internet of Things on the site to realize intelligent work.
3. Non-standard customization: A variety of product solutions guarantee customers "personalized non-standard customization", and other customized modules can be selected, such as environmental protection dust removal equipment.
Economic benefits
1. It can increase the reserve of raw materials and save the site; the belt feeding is high, saving energy and reducing consumption; intelligent material classification, partition feeding; intelligent weighing, equipment self-diagnosis, intelligent control; ERP Internet of Things, intelligent work;
2. It can realize few people or even unmanned management, realize automatic feeding and distribution, continuous and low-noise feeding, reduce fuel consumption, improve feeding efficiency, and can truly realize 24-hour continuous feeding;
3. Effectively reduce the operation and maintenance cost of the stockyard, reduce the aggregate feeding cost by CNY1.8/ton, and save about CNY50000-70000 of the feeding cost per month, and save CNY500000-800000 a year.